
【应用案例】华汉伟业打造动力模组全检方案,驱动锂电智能发展
►项目背景
在锂电TWh时代,更高效、更节能、更安全的生产目标对锂电制造企业提出新一轮挑战。作为品质智造赋能的关键环节,机器视觉正在迅猛发展,赛道涌入玩家越来越多。
华汉伟业机器视觉系统在锂电全工序中都有广泛的应用,实现全覆盖。深入核心极片制作、电芯组装、电池封装各个工艺段等,针对锂电行业的检测问题有着深度理解,做到快速回应,快速评估,大大缩短项目落地周期,真正实现提质降本增效。

►项目介绍
锂电池模组PACK通常由多个电芯(单体)组成,并通过线缆或板式连接器相互连接。每个电芯都包含正极、负极、隔膜和电解液等组成部分。在电芯组装完成后,通过板式连接器或线缆互相串联成为一个模组,然后再通过绝缘胶带或其他材料进行固定,最后与其他模组或外部设备相连接。
锂电池模组PACK是车辆能量存储系统的核心,直接影响到车辆的性能和续航里程。华汉伟业打造了动力模组全检方案,目前已实现了多个电池模组项目的落地。
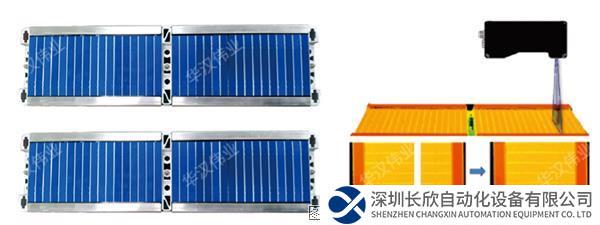
1、电池模组Busbar焊接寻址
Busbar焊接是动力电池模组线组装过程中的重要一环,为保证焊接质量,防止由于位置偏移、定位精度低,造成焊接效率低下和安全性差的问题,需在焊前进行定位寻址,以管控拨片与极片的间隙。
华汉伟业采用InnoVision 2D检测系统,通过灰度匹配工具,可准确定位Mark点、极柱的位置,通过二次定位Mrak点,准确提供极柱位置数据以便进行激光焊接,可批量检测,出货速度快,精确度高。

2、电池模组Busbar焊前&焊后检测
模组Pack段工艺流程中,Busbar焊接将不同电芯通过连接拨片进行焊接串并联,为保证焊接质量,焊前需管控拨片与极柱之间的间隙,焊后需检测焊缝外观,防止焊接不良流入工序。

传统的2D检测成像效果波动较大,导致图像呈现高反光无法准确提取到焊缝的轮廓,因此,针对上述问题华汉伟业在视觉检测方案中加入了3D高精度的视觉检测技术,可对模组Busbar进行焊前焊后外观检测,确保模组的品质。
华汉伟业HyperShape 3D检测软件通过添加检测工具圈定检测区域,灵活设定高度上下限阈值、焊接平滑程度等参数,然后通过区域内对比每一处的高度、焊接平滑度等信息,轻松完成OK/NG判定。实现焊前间隙检测动态重复性0.02mm,焊后焊缝长宽测量精度0.1mm,速度快,精确度高。可稳定检测出爆点、凹坑、凸起、焊穿、焊缝的裂缝、裂口等缺陷,漏杀率为0%,误判率<0.1%。

3、模组侧焊缝尺寸测量与外观检测
目前行业内大部分是基于2D图像进行检测,只能检测焊缝长度和宽度,对于焊缝高度无法进行检测,同时因模组侧面焊缝部分表面较为光滑容易产生反光从而影响焊缝成像质量,使得检测时易出现焊缝定位不准确或误判的问题。

华汉伟业HyperShape 3D检测软件采用截面轮廓分析工具可以有效检测焊缝轮廓高度、面积、距离定位点位置,对凹凸进行分析,检测出爆点、凹坑、飞溅等缺陷,实现漏判率为0%,误判率≤0.5%。

4、电池模组底面平整度检测&端板共面度
由于电池在使用过程或生产时因外部因素容易出现鼓包现象,因此模板组装后需对所有电芯底面进行平面度检测,以及四个固定角支撑端板进行共面度检测,防止后续装车不良。
华汉伟业采用HyperShape 3D检测软件,通过最小二乘法测量模组底面平整度和端板共面度,能够实现动态重复精度0.02mm,测量精度0.03mm,精确度高,漏判率为0%。

►项目总结
华汉伟业锂电行业整体解决方案,凭借着应用领域广、方案灵活、部署效益更高的优势,现已成功应用于锂电生产各个工艺环节,助力企业提升锂电池生产的一致性、良品率和安全性。
随着机器视觉在锂电行业的广泛应用,华汉伟业也将持续为锂电设备制造企业和终端合作伙伴提供最好的产品和服务,解决产线上面临的各种问题及挑战,高效助力锂电行业智能化发展。





同类文章排行
- 万马高分子助力,国内首条公里级大长度环保
- 主营产品有哪些?
- 购买后产品发什么快递?
- 节能转型,电机产业链有哪些变革性机会?
- 更紧凑而高效的机器人世界
- 机器手臂的创新应用:轻薄短小、智能高效
- 产品供货周期需要多久?
- 当半导体碰上 AMR,来一场智能化的精彩
- 坚持科技是第一生产力
- 通向智能工厂的硬核技术,哪些和你有关?
最新资讯文章
- 英孚康是罗克韦尔的替代品?不止如此
- 欧洲航天局利用MVG设备大幅增强新型 H
- Profinet转canopen网关连接
- DATALOGIC得利捷 | 物流之眼利
- 施耐德电气与标领智能装备强强联合,共创电
- 【有现货】KB-LS10N-C KB-L
- 华北工控打造网安专用主板,基于飞腾D20
- PLC通讯革新:EtherNetIP转P
- 华北工控ATX-6152:高度集成化!提
- 巴斯夫成功完成Ethernet-APL试
- HRPG-1000N3 系列:1000W
- RQB60W12 系列:60W 1/4
- NPB-450-NFC 系列:450W
- VFD 系列:150W~750W 工业用
- NGE12/18 系列:12W/18W
- 工业现场ModbusTCP转EtherN
- DJM / FT系列:12V/38~15
- SI06W8/DI06W8 系列:超宽压
- NGE100 (U) 系列:100W 环
- LOP-200/300系列:200W &